

Продукция





-
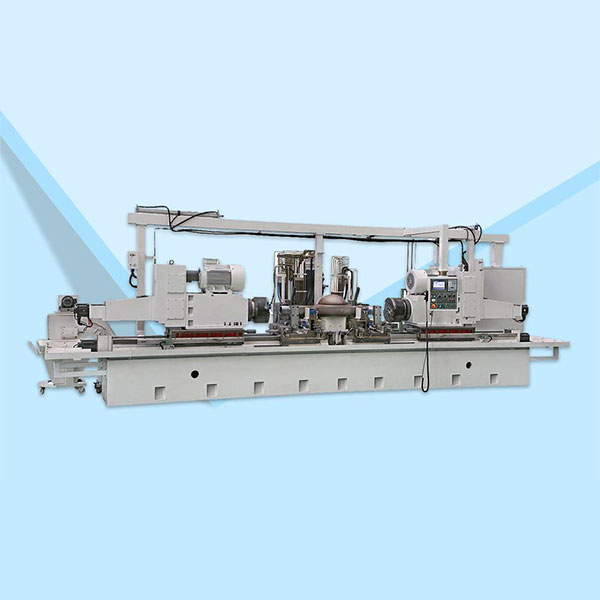
Автоматическая линия отделки шестицилиндровых кузовов
-

Фрезерная головка T4513
-

Сервопривод серии NC-1HJT
-
HXT1-P37 прямоугольная фрезерная головка
-

Фрезерная головка серии 1TX
-

Станок для горизонтальной обработки корпуса заднего моста
-

Двухсторонний фрезерный станок с торсионной балкой
-
Расточно-фрезерная шпиндельная головка TX50-2 с двигателем + устройством автоматической смены инструмента
-

HXT2-A полностью автоматическая универсальная фрезерная головка со смещением
-

Горизонтальный обрабатывающий центр серии HPC FLEX-V
-

Станки для обработки трамвайных балок
-

Расточная головка серии 1TA
-

HXT7-P удлиненная фрезерная головка под прямым углом
-

Специальный расточный станок с выносными опорами
-

Горизонтальный обрабатывающий центр
-
Специальные станки для расточки и токарной обработки корпусов мостов.

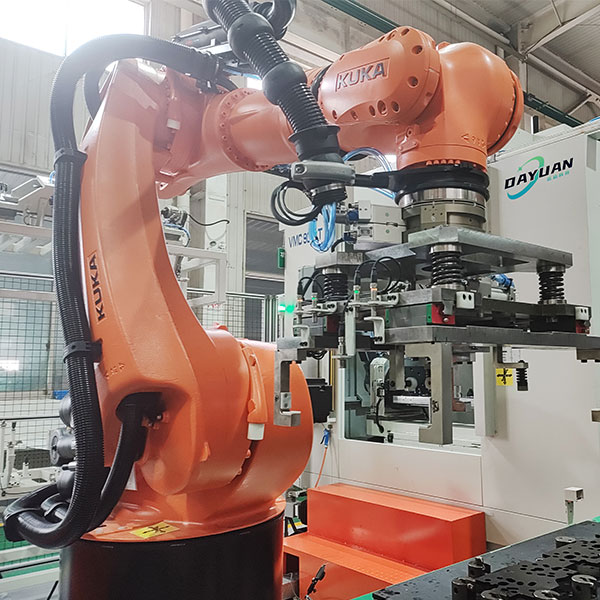
Линия по производству двигателей
Производственная линия состоит из 30 комбинированных станков, конвейерных роликов, очистительных машин, машин для проверки герметичности, стегальных станков и стягивающих машин. Вся линия предназначена для обработки с высокой степенью защиты и мокрым способом, от заготовок до готовых изделий.Время изготовления: 2 минуты на штуку.
Описание
маркер
Описание товара
Производственная линия состоит из 30 комбинированных станков, конвейерных роликов, очистительных машин, машин для проверки герметичности, стегальных станков и стягивающих машин. Вся линия предназначена для обработки с высокой степенью защиты и мокрым способом, от заготовок до готовых изделий.Время изготовления: 2 минуты на штуку.
●Ниже подробно описаны методы обработки ключевых процессов производственной линии
1. Прецизионное фрезерование основной поверхности: правильно выберите жесткость и точность шпинделя станка, выберите соответствующие технические характеристики стола и жесткость, а также обеспечьте точность обработки с помощью эталонных деталей и эталонной точности заготовки. Фрезерный шпиндель изготовлен по немецкой технологии, а прецизионный фрезерный шпиндель оснащен импортными подшипниками.;
2. Обработка отверстий для позиционирующих штифтов: Отверстия для позиционирующих штифтов на нижней поверхности являются ключевым ориентиром для производственной линии. Они обрабатываются с помощью технологии сверления и развертки, а регулируемая направляющая конструкция обеспечивает точность обработки.;
3. Комбинированная поверхность крышки основного подшипника обработана фрезерным станком с ЧПУ с разъемным инструментом для обеспечения допуска по размерам при обработке, и это удобно для компенсации разумного износа инструмента, что снижает стоимость инструмента.;
4. Обработка отверстий основного и вспомогательного масляных каналов: сверление глубоких отверстий с помощью пистолета (смазочно-охлаждающая жидкость на водной основе) используется для обеспечения скорости обработки и улучшения качества продукта (апертура, чистота, концентричность обоих концов отверстия и остаточное количество режущих заусенцев в отверстии). Были значительно улучшены, тем самым улучшается качество продукции.;
5. Обработка упорной поверхности: Упорная поверхность обрабатывается грубым фрезерованием и точной обточкой, а требования к допускам на размеры противоположной поверхности выше. В то же время метод обработки более сложный. Левая и правая стороны теперь обрабатываются отдельно, а расстояние между двумя сторонами увеличивается. гарантируется ЧПУ.;
6. Точное растачивание отверстий в цилиндрах: метод обработки на одном станке, двухосевой скользящий стол с двойной подачей, полностью управляемый (как шпиндель, так и подающий вал приводятся в движение серводвигателями), импортирован шпиндельный узел станка, импортирована расточная планка, используются инструменты CBN, а компенсация износа инструмента измеряется вручную и корректируется вручную в режиме онлайн.;
7. Точное растачивание отверстий в шпинделе и распределительном валу: В этом процессе на станке используются полностью управляемые станки, а подающий ползун оснащен импортными прецизионными линейными направляющими. Ключевые компоненты: расточные бруски, направляющие втулки и плавающие соединения изготовлены из высококачественных материалов, таких как МАПАЛ или Ван Найт.

связаться с нами
Сопутствующие популярные продукты
Фрезерная головка серии 1TX
Фрезерные головки серии 1TX обладают высокой мощностью, хорошей жесткостью, стабильным резанием, высокой точностью и простотой в эксплуатации и регулировке.Эта фрезерная головка может быть трех типов: обычной, прецизионной и высокоточной, и может использоваться в сочетании с тремя передаточными устройствами, а именно с ременным приводом 1NG, верхним зубчатым приводом 1NGb и задним зубчатым приводом 1NGc.
Расточно-фрезерная шпиндельная головка TX50-2 с двигателем + устройством автоматической смены инструмента
Шпиндельная головка используется с инструментальным цилиндром под давлением, преимущества которого заключаются в компактной конструкции и высокоскоростной автоматической смене инструмента.
HXT2-A полностью автоматическая универсальная фрезерная головка со смещением
Полностью автоматическая универсальная фрезерная головка, автоматическое индексирование, автоматическое позиционирование, автоматическая протяжка для ослабления, автоматическая верхняя часть, подходит для портальных, расточных и других станков. Высокая эффективность обработки, в основном используется для обработки сварных деталей, отливок и стальных изделий.
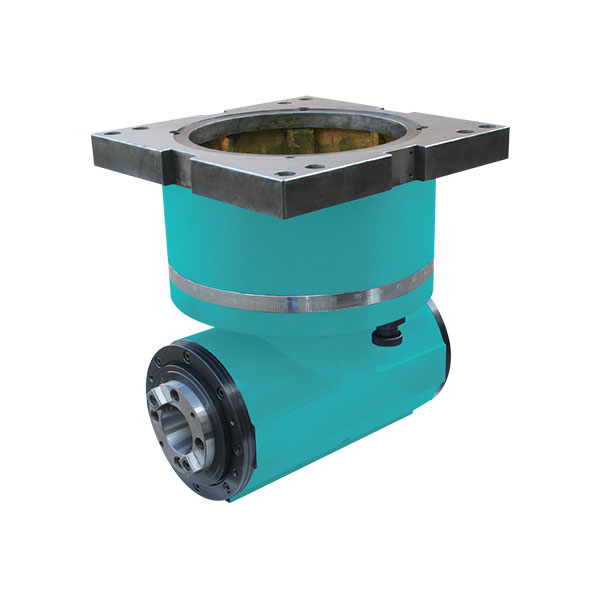
Специальные станки для расточки и токарной обработки корпусов мостов.
Обработка корпуса моста

Пятиосевой горизонтально-расточно-фрезерный обрабатывающий центр HX 200T2
Когда шпиндель с простой настройкой вращается с высокой скоростью, шпиндель и подшипник совместно осуществляют подачу по оси W для достижения высокой скорости и точности обработки.

Горизонтальный двухсторонний фрезерно-расточной станок с ЧПУ
Примените двустороннюю горизонтальную симметричную конструкцию, установите набор двухкоординатных горизонтальных обрабатывающих блоков с ЧПУ с обеих сторон рабочего стола с ЧПУ, установите переднюю бабку на скейтборд на колонне и установите приспособление на рабочий стол с ЧПУ.Установите систему удаления охлаждающей стружки в конце рабочего стола.

Линия обработки блоков цилиндров
Эта автоматизированная производственная линия состоит из специализированного вертикального обрабатывающего центра и четырехступенчатой автоматической линии подключения.
Линия обработки головки блока цилиндров двигателя
Эта станция представляет собой автоматическую станцию обработки, специально разработанную для вторичной обработки 4-х типов комплектов форсунок головки блока цилиндров, и новое оборудование должно соответствовать требованиям 3-х типов автоматизированных процессов обработки продукции.

Комбинированный фрезерный станок
Комбинированный фрезерный станок серии ZH1X – это новая серия комбинированных фрезерных станков, выпускаемых нашей компанией.
HXT7-P удлиненная фрезерная головка под прямым углом
Подходит для портальных, напольных расточных и других станков. Используется для обработки деталей с глубокими полостями и отверстиями. Габаритные поковки, хорошая жесткость и высокая сила резания.
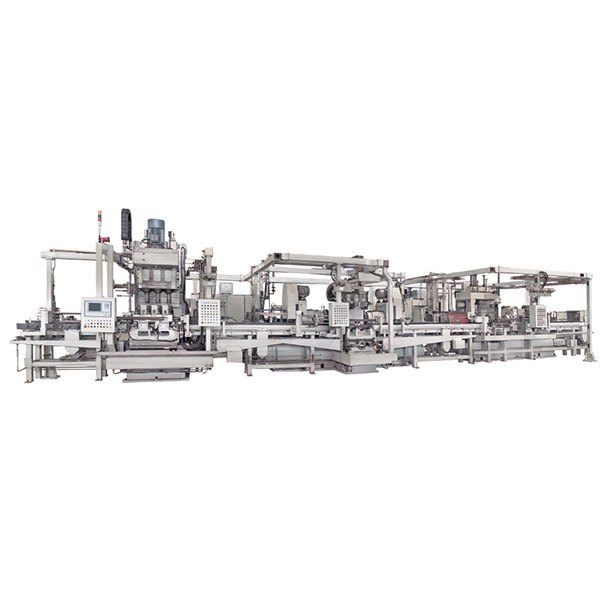
Автоматическая линия отделки шестицилиндровых кузовов
Автоматическая линия в основном используется для обработки отверстий в цилиндрах блока цилиндров автомобильного двигателя, тонкого фрезерования с обоих концов, тонкого растачивания отверстий в коленчатом и распределительном валах и других процессов.Вся линия оснащена полностью управляемой маятниковой тягой, станок оснащен полной защитой, промывкой стружки большим потоком и надежной работой.
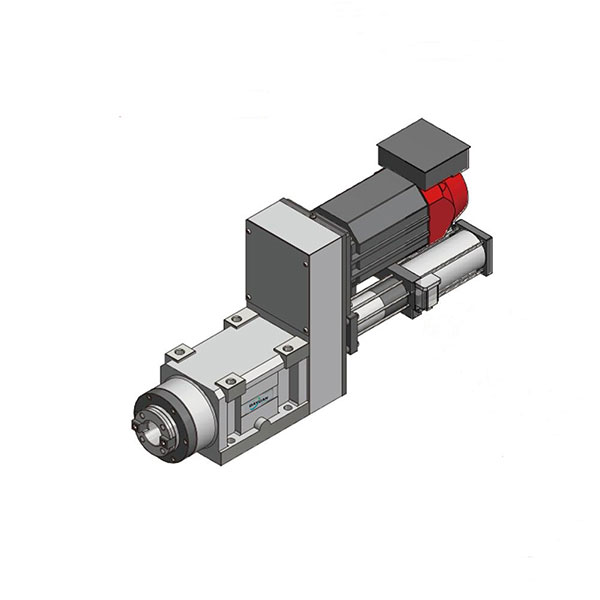
Сервопривод серии NC-1HJT
Выбор подходящего скользящего стола зависит от производительности и экономичности комбинированного станка. Он обычно проектируется в соответствии с размерами основных компонентов усилия (например, силы резания и силы подачи).
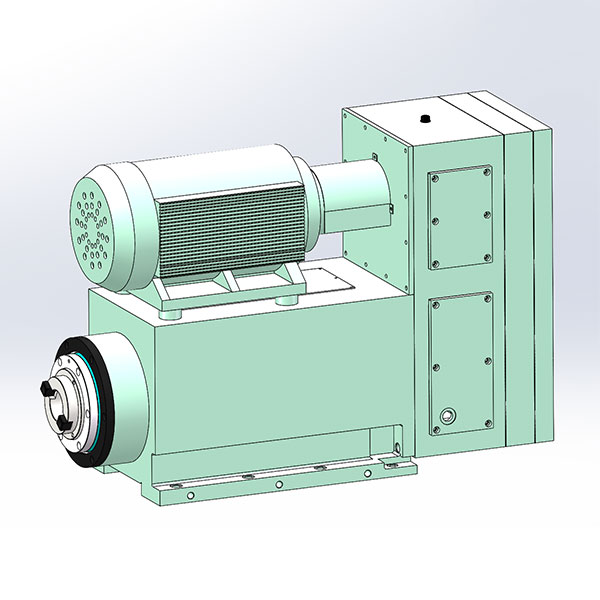
Фрезерная головка T4513
T4513 – это автоматическая индексирующая фрезерная головка производства DAYUAN.Передний и задний корпуса фрезерной головки (ось А и ось С) могут автоматически поворачиваться и автоматически индексироваться через каждые 2,5° (управляются фрезерной головкой с ЧПУ).

Дисковое фрезерование
Фрезерный станок с поворотным столом ZHXZ160C – это комбинированный станок для непрерывного фрезерования с вращательным движением, разработанный нашей компанией.
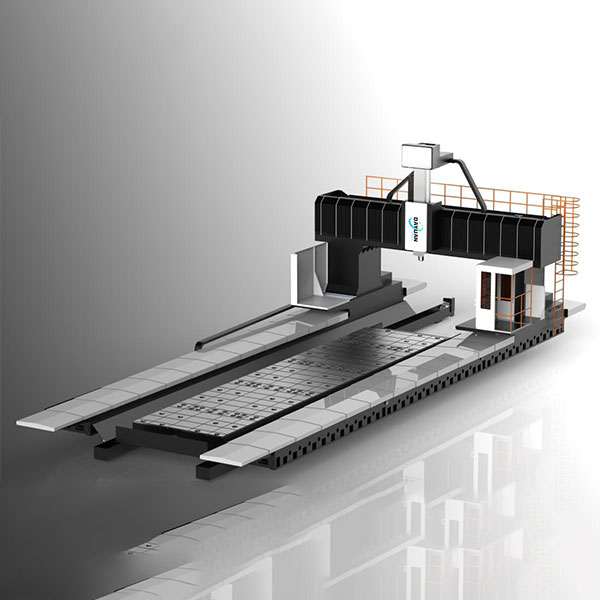
Серия портальных обрабатывающих центров BMC
Серия портальных обрабатывающих центров BMC мост – это крупномасштабные портальные мобильные обрабатывающие центры, независимо разработанные нашей компанией.Ось X приводится в движение двумя комплектами стоек, которые синхронно управляются основной/вспомогательной системой контроллера и приводятся в движение мощным серводвигателем через коробку передач к стойке с ходом до 40 метров.
Двухсторонний фрезерный станок с торсионной балкой
Двусторонний фрезерный станок для торсионной балки. Этот продукт используется для фрезерования торцевой поверхности торсионной балки, чтобы обеспечить допуск на пространственный угол торцевой поверхности торсионной балки.